![]()
![]()
![]()
![]()
Lokale Erwärmung in der roboterbasierten inkrementellen Blechumformung
![]()
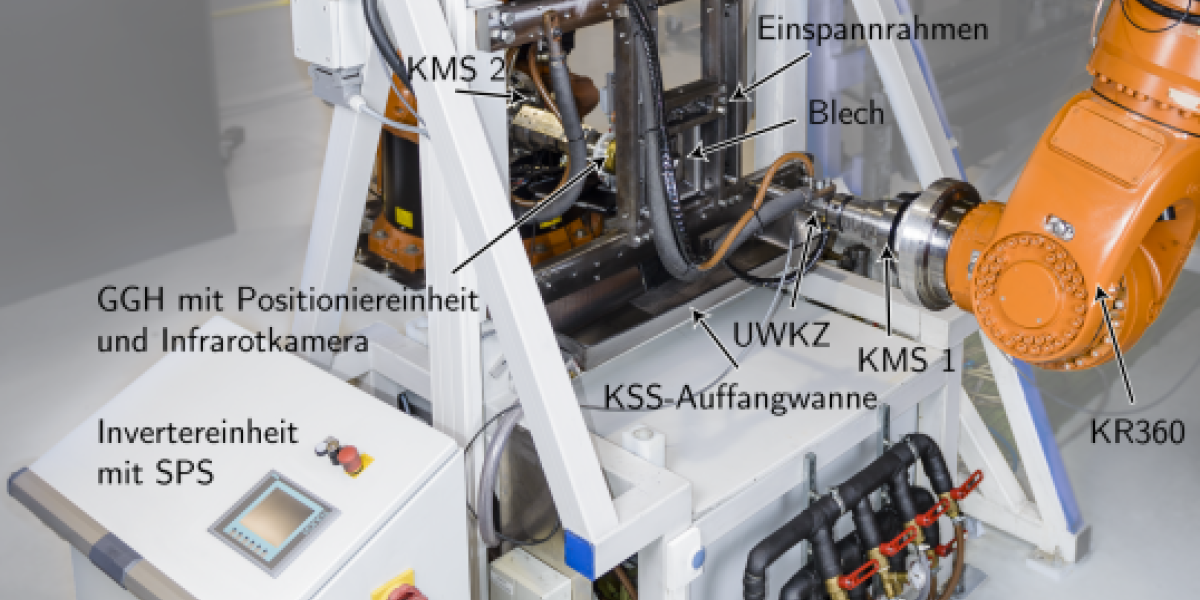
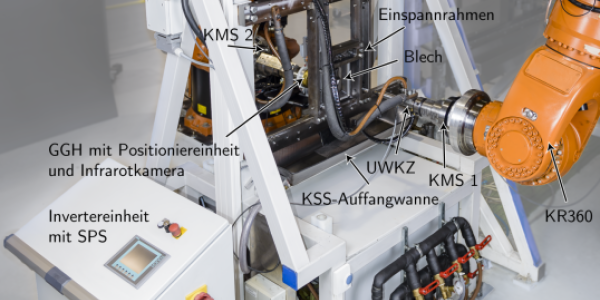
Die roboterbasierte inkrementelle Blechumformung ist ein Verfahren zur kinematischen Gestalterzeugung, bei dem zwei kooperierende Roboter ein Umformwerkzeug und einen Gegenhalter über das umzuformende Blech führen. Es zeichnet sich durch den Einsatz einfacher universeller Werkzeuge und den vollständigen Verzicht auf werkstückformabhängige Teil- bzw. Vollpatrizen aus und ist damit für die schnelle und kostengünstige Fertigung von Kleinserien und Prototypen besonders geeignet.
Ende 2011 ist ein weiteres von der DFG gefördertes Projekt gestartet, mit dem Ziel die Form- und Maßhaltigkeit der hergestellten Bauteile zu steigern. Der Fokus des Projekts liegt auf der Reduzierung unerwünschter Rückfederungserscheinungen und unerwünschter nachträglicher Deformation bereits umgeformter Blechbereiche aufgrund hoher Prozesskräfte und den daraus resultierenden hohen mechanischen Spannungen außerhalb der Umformzone.
Weitere Zielsetzungen sind die Steigerung des herstellbaren Geometriespektrums, insbesondere hinsichtlich des maximalen Umformvermögens und des daraus resultierenden maximalen Flankenwinkels, sowie die Erweiterung des bearbeitbaren Werkstoffspektrums. Letzteres Ziel ist vor allem aufgrund des stetig steigenden Interesses an energieeffizienten Leichtbauwerkstoffen in der Automobilindustrie und dem daraus resultierenden Bedarf an schnellen und kostengünstigen Fertigungsverfahren für Prototypen aus hochfesten Stählen, Titan- und Magnesiumlegierungen hervorzuheben.
Die Abbildung zeigt den derzeitigen Stand der Anlage. Durch die Identifikation stabiler Prozessfenster zuzüglich einer Untersuchung und Optimierung der tribologischen Systeme konnte der Verschleiß an den Werkzeugspitzen und den Blechen reduziert werden. Insgesamt zeigt die Umformung mit lokaler joulescher Erwärmung der Umformzone bei den schwer formbaren Werkstoffen CP-K60/78 + ZE (geregelt bis 650 °C) und Ti6Al4V (geregelt bis 750 °C) deutliche Vorteile im Vergleich zur Umformung ohne Erwärmung. Sie führt zu verringerten Umformkräften, einer reduzierten nachträglichen Deformation bereits umgeformter Bauteilbereiche, einer reduzierten Rückfederung sowie zu erhöhten maximal erzielbaren Flankenwinkeln.
Copyright © lps 2022
Letzte Änderung: 28. Nov. 2022

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}